Chethan KP
MemberForum Replies Created
-

🌾 – A Simple Tool with Big Impact 🐔
Consistent litter monitoring is crucial for maintaining flock health and performance. A quick and effective way to assess litter is by scoring moisture and friability.
✅ Why it matters:
Detects early issues with drinker systems or ventilation.
Prevents wet litter problems, caking, and ammonia buildup.
Supports better footpad health and bird comfort.
Informs timely management interventions.
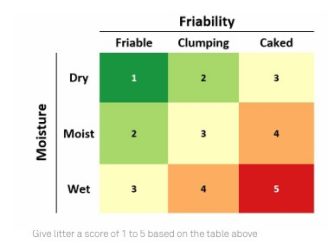
📊 Litter Score Guide (1–5):
1 (Ideal) – Dry & friable: free flowing, birds comfortable.
2–3 – Early signs of moisture or clumping: monitor closely.
4–5 (Critical) – Wet or caked litter: increased disease and welfare risks.
📝 Moisture Levels:
Dry: <25% moisture
Moist: 25–35% moisture
Wet: >35% moisture
💡 Friability Check:
Friable → Clumping → Caked (progressive loss of litter quality)
📍 Regular checks under drinker lines and along cool pads help catch problems early before they escalate.
-

To minimize production downtime during maintenance and cleaning:
-
<strong data-start=”71″ data-end=”106″>Schedule preventive maintenance during low-demand or off-peak hours.
-
<strong data-start=”149″ data-end=”184″>Use modular or parallel systems so one line runs while another is cleaned.
-
<strong data-start=”233″ data-end=”266″>Implement quick-clean designs (easy-access panels, CIP systems).
-
<strong data-start=”307″ data-end=”322″>Train staff for efficient maintenance routines and fast changeovers.
-
<strong data-start=”385″ data-end=”422″>Keep critical spare parts on hand to avoid long repair delays.
-
<strong data-start=”457″ data-end=”499″>Plan cleaning and maintenance together to reduce repeated stoppages.To minimize production downtime during maintenance and cleaning:
Schedule preventive maintenance during low-demand or off-peak hours.
Use modular or parallel systems so one line runs while another is cleaned.
Implement quick-clean designs (easy-access panels, CIP systems).
Train staff for efficient maintenance routines and fast changeovers.
Keep critical spare parts on hand to avoid long repair delays.
Plan cleaning and maintenance together to reduce repeated stoppages.
-
-

It includes moisture management, ingredient and pellet quality issues, and nutrient degradation.
-
Mohamed Hamada Nasser
MemberOctober 16, 2025 at 11:31 am in reply to: shrinkage percentage of corn grainsIf corn starts at <strong data-start=”157″ data-end=”180″>15% moisture (w.b.) and dries toward equilibrium under <strong data-start=”216″ data-end=”241″>35–49°C and 60–70% RH, final moisture will typically end up roughly <strong data-start=”288″ data-end=”304″>≈11–13% w.b. depending on exact RH/time. That gives an expected <strong data-start=”356″ data-end=”388″>weight shrinkage ≈ 2.3%–4.5% of the stored grain mass (example calculations below).
<strong data-start=”445″ data-end=”469″>How I calculated it:<br data-start=”469″ data-end=”472″> For 1 kg wet grain with initial moisture <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><msub><mi>M</mi><mi>i</mi></msub></mrow><annotation encoding=”application/x-tex”>M_i</annotation></semantics></math>Mi and final moisture <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><msub><mi>M</mi><mi>f</mi></msub></mrow><annotation encoding=”application/x-tex”>M_f</annotation></semantics></math>Mf (both as decimal wet-basis), final mass = <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><mo stretchy=”false”>(</mo><mn>1</mn><mo>−</mo><msub><mi>M</mi><mi>i</mi></msub><mo stretchy=”false”>)</mo><mi mathvariant=”normal”>/</mi><mo stretchy=”false”>(</mo><mn>1</mn><mo>−</mo><msub><mi>M</mi><mi>f</mi></msub><mo stretchy=”false”>)</mo></mrow><annotation encoding=”application/x-tex”>(1-M_i)/(1-M_f)</annotation></semantics></math>(1−Mi)/(1−Mf).<br data-start=”610″ data-end=”613″> Shrinkage (%) = <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><mstyle displaystyle=”true” scriptlevel=”0″><mfrac><mrow><msub><mi>M</mi><mi>i</mi></msub><mo>−</mo><msub><mi>M</mi><mi>f</mi></msub></mrow><mrow><mn>1</mn><mo>−</mo><msub><mi>M</mi><mi>f</mi></msub></mrow></mfrac></mstyle><mo>×</mo><mn>100</mn></mrow><annotation encoding=”application/x-tex”>\dfrac{M_i-M_f}{1-M_f}\times100</annotation></semantics></math>1−MfMi−Mf×100.
Examples:
<ul data-start=”679″ data-end=”831″>
If <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><msub><mi>M</mi><mi>f</mi></msub><mo>=</mo><mn>13</mn><mi mathvariant=”normal”>%</mi></mrow><annotation encoding=”application/x-tex”>M_f=13\%</annotation></semantics></math>Mf=13%: shrinkage = <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><mo stretchy=”false”>(</mo><mn>15</mn><mo>−</mo><mn>13</mn><mo stretchy=”false”>)</mo><mi mathvariant=”normal”>/</mi><mo stretchy=”false”>(</mo><mn>100</mn><mo>−</mo><mn>13</mn><mo stretchy=”false”>)</mo><mo>=</mo><mn>2</mn><mi mathvariant=”normal”>/</mi><mn>87</mn><mo>=</mo><mn>2.30</mn><mi mathvariant=”normal”>%</mi></mrow><annotation encoding=”application/x-tex”>(15-13)/(100-13)=2/87=2.30\%</annotation></semantics></math>(15−13)/(100−13)=2/87=2.30%.
If <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><msub><mi>M</mi><mi>f</mi></msub><mo>=</mo><mn>12</mn><mi mathvariant=”normal”>%</mi></mrow><annotation encoding=”application/x-tex”>M_f=12\%</annotation></semantics></math>Mf=12%: shrinkage ≈ <strong data-start=”777″ data-end=”786″>3.41%.
If <math xmlns=”http://www.w3.org/1998/Math/MathML”><semantics><mrow><msub><mi>M</mi><mi>f</mi></msub><mo>=</mo><mn>11</mn><mi mathvariant=”normal”>%</mi></mrow><annotation encoding=”application/x-tex”>M_f=11\%</annotation></semantics></math>Mf=11%: shrinkage ≈ <strong data-start=”821″ data-end=”830″>4.49%.
<strong data-start=”833″ data-end=”861″>Practical notes & risks:
<ul data-start=”864″ data-end=”1263″>
High temperature (35–49°C) and moderate–high RH (60–70%) accelerate moisture migration and heating — increases risk of spoilage, insect activity and mycotoxin development even if gross shrinkage seems modest.
Shrinkage happens until the grain reaches its equilibrium moisture content (EMC) for the given temperature & RH — that can take days–weeks depending on silo ventilation and bulk depth.
<strong data-start=”1265″ data-end=”1304″>Recommendations to minimize losses:
<ul data-start=”1307″ data-end=”1663″>
Cool and aerate the silo when outside air is cooler/drier (night-time aeration helps).
Monitor silo temperature and probe moisture at several depths regularly.
Target storage moisture ≤14% on intake for warm climates; the lower the better for long storage.
Remove hotspots, turn or unload if heating is detected; consider drying if necessary.If corn starts at 15% moisture (w.b.) and dries toward equilibrium under 35–49°C and 60–70% RH, final moisture will typically end up roughly ≈11–13% w.b. depending on exact RH/time. That gives an expected weight shrinkage ≈ 2.3%–4.5% of the stored grain mass (example calculations below).
How I calculated it:
For 1 kg wet grain with initial moisture
𝑀
𝑖
M
i
and final moisture
𝑀
𝑓
M
f
(both as decimal wet-basis), final mass =
(
1
−
𝑀
𝑖
)
/
(
1
−
𝑀
𝑓
)
(1−M
i
)/(1−M
f
).
Shrinkage (%) =
𝑀
𝑖
−
𝑀
𝑓
1
−
𝑀
𝑓
×
100
1−M
f
M
i
−M
f
×100.
Examples:
If
𝑀
𝑓
=
13
%
M
f
=13%: shrinkage =
(
15
−
13
)
/
(
100
−
13
)
=
2
/
87
=
2.30
%
(15−13)/(100−13)=2/87=2.30%.If
𝑀
𝑓
=
12
%
M
f
=12%: shrinkage ≈ 3.41%.
If
𝑀
𝑓
=
11
%
M
f
=11%: shrinkage ≈ 4.49%.
Practical notes & risks:
High temperature (35–49°C) and moderate–high RH (60–70%) accelerate moisture migration and heating — increases risk of spoilage, insect activity and mycotoxin development even if gross shrinkage seems modest.
Shrinkage happens until the grain reaches its equilibrium moisture content (EMC) for the given temperature & RH — that can take days–weeks depending on silo ventilation and bulk depth.
Recommendations to minimize losses:
Cool and aerate the silo when outside air is cooler/drier (night-time aeration helps).
Monitor silo temperature and probe moisture at several depths regularly.
Target storage moisture ≤14% on intake for warm climates; the lower the better for long storage.
Remove hotspots, turn or unload if heating is detected; consider drying if necessary.
-
It includes <mark>moisture management, ingredient and pellet quality issues, and nutrient degradation</mark>.
-
It’s highly appreciated
-

3-4 hours interval between feeding increase Digestion, growth and FCR
-
Nowadays, apart from crude protein, amino acid-based formulations are recommended minimum SID Lys needed is 1.26 to 1.28 % for the prestarter phase. From this SID Lys, you calculate the minimum required CP in your diet, eg, SID Lys is 1.28, factor 6, 1.28 *100/6 = 21.3 %. Reference Brazilian std.
-

evaluate the effect on feeding mash for a periof of time with pellets/crumbles.
how often is water available in your pen.?increase water availability
-

The single most effective feed-related change (unrelated to heat stress) that improves bird growth is optimizing the feed’s physical quality, specifically by switching from mash to a good-quality pellet/crumb form.
Brief Answer:
Switching from mash to pelleted or crumbled feed to increase feed consumption, reduce wastage, and improve nutrient digestibility.
Explanation:
* Increased Intake: Birds can consume pellets much faster than mash, reducing the energy they expend on eating and increasing their total nutrient intake per day.
* Reduced Wastage: Pellets are denser and less dusty than mash, which significantly reduces spillage and dust loss from the feeder.
* Better Conversion: The pelleting process involves heat and moisture, which breaks down starches, kills pathogens, and improves the overall digestibility of the feed, leading to a lower Feed Conversion Ratio (FCR)—meaning the bird gains more weight per pound of feed consumed.The single most effective feed-related change (unrelated to heat stress) that improves bird growth is optimizing the feed’s physical quality, specifically by switching from mash to a good-quality pellet/crumb form.
Brief Answer:
Switching from mash to pelleted or crumbled feed to increase feed consumption, reduce wastage, and improve nutrient digestibility.
Explanation:
* Increased Intake: Birds can consume pellets much faster than mash, reducing the energy they expend on eating and increasing their total nutrient intake per day.
* Reduced Wastage: Pellets are denser and less dusty than mash, which significantly reduces spillage and dust loss from the feeder.
* Better Conversion: The pelleting process involves heat and moisture, which breaks down starches, kills pathogens, and improves the overall digestibility of the feed, leading to a lower Feed Conversion Ratio (FCR)—meaning the bird gains more weight per pound of feed consumed. -
<strong data-start=”0″ data-end=”12″>Broilers give <strong data-start=”18″ data-end=”35″ data-is-only-node=””>quick returns from meat sales (within 6–8 weeks) but carry <strong data-start=”81″ data-end=”103″>higher market risk and need tight cost control.<br data-start=”132″ data-end=”135″> <strong data-start=”135″ data-end=”145″>Layers, on the other hand, provide a <strong data-start=”176″ data-end=”193″>steady income over a longer period (up to 2 years) through <strong data-start=”239″ data-end=”252″>egg sales, with lower short-term risk but slower payback.Broilers give quick returns from meat sales (within 6–8 weeks) but carry higher market risk and need tight cost control.
Layers, on the other hand, provide a steady income over a longer period (up to 2 years) through egg sales, with lower short-term risk but slower payback. -
Pathogens can sometimes be found in feed samples — especially if <strong data-start=”65″ data-end=”113″>raw materials or storage conditions are poor. Common ones include <strong data-start=”135″ data-end=”149″>Salmonella, <strong data-start=”151″ data-end=”162″>E. coli, and <strong data-start=”168″ data-end=”183″>Clostridium species. Regular <strong data-start=”201″ data-end=”264″>feed hygiene checks, proper heat treatment, and dry storage help prevent contamination and ensure feed safety.Pathogens can sometimes be found in feed samples — especially if raw materials or storage conditions are poor. Common ones include Salmonella, E. coli, and Clostridium species. Regular feed hygiene checks, proper heat treatment, and dry storage help prevent contamination and ensure feed safety.